Poultry Viscera Conveyor System


Information
Viscera Conveyor
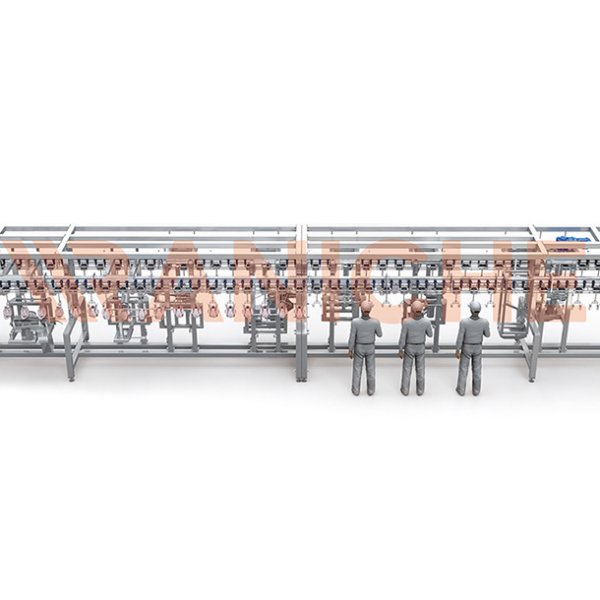
In a complete poultry slaughtering and processing line, hygienic and efficient handling of viscera is critical for maintaining product safety, process continuity, and plant cleanliness. Poor viscera transportation can easily cause cross-contamination, operational congestion, and increased manual handling, especially in medium and high-capacity chicken processing plants.
The Viscera Conveyor is specially designed for the collection and transportation of poultry viscera during the evisceration process. The conveyor frame is fully made of 304 stainless steel, ensuring excellent corrosion resistance and compliance with food hygiene standards. It is equipped with a non-toxic nitrile rubber food-grade conveyor belt, providing smooth and stable conveying of viscera without product damage. An integrated water pipe and water tap system allows continuous rinsing during operation, helping to keep the conveying surface clean and improving overall sanitation levels in the evisceration area.
Designed to operate reliably across a wide range of capacities, this viscera conveyor is suitable for poultry processing lines from 6,000 to 13,500 birds per hour. The overall dimensions can be customized according to production capacity and plant layout, making it easy to integrate into existing slaughtering lines. With stable operation, hygienic design, and flexible configuration, the viscera conveyor supports efficient offal handling and contributes to a cleaner, more organized poultry processing environment.
Inquiry
Recommended







-
+86 0532 55716755
Tel:
-
info@raniche.com
E-mail:
-
https://www.raniche.com/
Website:
-
+86 18364123891
WhatsApp:
-
Address:
RM. 406, T7, SlC, No.195 Xianggang East Rd., Qingdao,ShanDong, China
online message


download catalog
Please complete your information and submit to download.